
Vous avez passé des mois à finaliser votre teinte signature, mais les présentoirs en magasin arrivent avec un rendu complètement différent. Voyons pourquoi les couleurs de vos emballages changent pendant la production.
La précision du rendu des couleurs dépend du support physique, de la chimie de l'encre, du calibrage prépresse et de l'environnement lumineux spécifique utilisé lors du contrôle qualité. Pour obtenir une correspondance visuelle parfaite, il est nécessaire d'aligner les profils de conception numérique avec les contraintes mécaniques des presses d'impression afin de garantir des tolérances Delta-E strictes pour toutes les productions.

Passer d'un écran numérique lumineux à un atelier de production physique révèle la dure réalité de l'impression commerciale, où la physique et la chimie dictent le résultat final.
Qu’est-ce que la précision de la correspondance des couleurs ?
Lorsque les acheteurs posent la question, ils supposent généralement qu'il s'agit simplement de choisir un échantillon. La réalité sur la presse à imprimer est bien plus mathématique.
La précision de la correspondance des couleurs correspond à la différence mathématique mesurable entre une couleur cible et le résultat imprimé, calculée à l'aide des valeurs Delta-E. Elle garantit la cohérence visuelle des couleurs de la marque sur différents supports et sites de production à travers le monde, en s'appuyant sur des données objectives de spectrophotomètre plutôt que sur la perception visuelle humaine.

La théorie est séduisante jusqu'à ce qu'on fasse tourner une presse offset Heidelberg six couleurs à pleine vitesse, où de minuscules variations peuvent ruiner un lot de production entier.
Les mécanismes d'ingénierie sous-jacents aux tolérances Delta-E
Lorsque j'évalue la précision des couleurs dans mon atelier, je fais totalement abstraction de l'appréciation humaine et me fie exclusivement aux spectrophotomètres. La fidélité des couleurs n'est pas une question de ressenti ; il s'agit d'une mesure physique de la réflectance de la lumière, cartographiée sur un axe tridimensionnel¹.J'explique à mes clients que nous contrôlons avec précision l'écart entre leur épreuve numérique validée et l'encre encore humide sur le carton ondulé. Si cet écart dépasse notre tolérance stricte, l'impression s'arrête immédiatement.
Je constate souvent cette confusion lorsqu'un nouveau responsable de marque visite mon laboratoire et compare son smartphone à une épreuve fraîche, se plaignant d'une légère différence de couleur du rouge. Je dois alors délicatement éloigner le téléphone et placer l'échantillon sous notre cabine de visualisation D50 standardisée² . Ensuite, j'utilise notre spectrophotomètre pour analyser l'échantillon physique et lui montrer la mesure numérique directe. En effet, le testliner ondulé brut absorbe l'encre différemment d'un écran LED rétroéclairé³ , se fier à un moniteur numérique est une erreur. En fixant nos cibles à une tolérance physique basée sur les données, nous garantissons que votre affichage sera identique dans un environnement de vente lumineux et dans un entrepôt sombre.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Spectrophotomètre à balayage | Élimine la subjectivité visuelle | Accélère l'approbation de plusieurs jours |
| Éclairage normalisé D50 | Reproduit les environnements de vente au détail difficiles | Met fin aux rejets au niveau des magasins |
| Épreuves couleur GMG | Correspond à la sortie numérique de l'imprimante | Réduit de 40 % les déchets liés aux essais |
Je ne me fie jamais à une vision subjective pour valider un tirage de référence. Le recours exclusif aux données d'un spectrophotomètre calibré garantit que l'identité de votre marque résiste au passage brutal de l'écran numérique à l'environnement physique de vente au détail.
🛠️ Le bureau d'Harvey : Validez-vous les couleurs de vos emballages sur un écran d'ordinateur portable plutôt que dans une cabine d'éclairage D50 calibrée ? 👉 Demandez une épreuve papier ↗ — J'examine personnellement chaque fichier de structure sous 24 h.
Quels facteurs influencent la précision de la perception des couleurs chez une personne ?
L'œil humain est incroyablement peu fiable. Ce que l'on voit dépend entièrement de l'environnement qui entoure l'objet physique.
La perception humaine des couleurs dépend de plusieurs facteurs, notamment la température de la source lumineuse, le contraste du fond, la texture du support et l'angle de vision. En raison des différentes longueurs d'onde émises par l'éclairage, un échantillon imprimé peut présenter un aspect très différent entre un entrepôt et une vitrine lumineuse, ce qui peut engendrer d'importantes différences visuelles.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et qu'un acheteur hurle que le lot imprimé est fichu.
Pourquoi les approbations visuelles standard échouent-elles en production ?
Les équipes de conception de marques partent souvent du principe qu'une épreuve approuvée restera identique quel que soit l'éclairage. Elles examinent les échantillons près de fenêtres ensoleillées ou sous des ampoules à lumière chaude, et valident la production sans hésiter. Cette approche ignore totalement le phénomène de métamérisme⁴,où deux couleurs s'harmonisent sous une source lumineuse donnée, mais contrastent fortement sous une autre.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un important client du secteur des activités de plein air a récemment approuvé un motif de camouflage complexe pour son présentoir de chasse, et son équipe d'approvisionnement a validé l'échantillon en extérieur, à la lumière naturelle. Lorsque le conteneur initial de 40 pieds HQ est arrivé dans un espace de vente intérieur éclairé par des néons agressifs, les tons verts ont brusquement changé, donnant au camouflage un aspect presque fluo. Ils ont accusé mes opérateurs d'impression, mais j'ai immédiatement sorti notre spectrophotomètre. L'encre était parfaitement conforme aux spécifications, mais les appareils photo numériques de leurs smartphones avaient corrigé automatiquement l'éclairage extérieur, les empêchant de constater l' effet de métamérisme⁵.Pour corriger ce décalage optique pour la vente en intérieur, j'ai dû modifier complètement la composition physico-chimique de notre mélange, en réduisant la proportion de pigment jaune de 12,4 % et en remplaçant le support par un carton kraft vierge plus lisse afin de modifier la réfraction de la lumière. En appliquant cette base d'éclairage D50stricte et en ajustant le profil d'absorption de l'encre, j'ai veillé à ce que le lot suivant ait l'air parfait sous les lumières du magasin, évitant ainsi au client une pénalité de démarque massive de 15 % en raison d'une esthétique de vente au détail non conforme.
| Contrôle optique | Résultat physique | Retour sur investissement commercial |
|---|---|---|
| Cabines d'observation D50 | Supprime le biais de la lumière ambiante | Empêche le rejet de lots entiers |
| Données du spectrophotomètre | Mesure la réflectance réelle des pigments | Met fin aux litiges subjectifs avec les clients |
| Mise à niveau Virgin Kraft | Lisse la réflexion de la lumière en surface | Améliore la perception de la marque haut de gamme |
Il est impératif d'examiner des échantillons physiques à la température de couleur exacte de votre distributeur cible. Prendre une photo d'un échantillon avec son smartphone et l'envoyer par SMS à son supérieur est la garantie d'un lancement de produit raté.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel vous a-t-il déjà demandé la température de couleur exacte du magasin où seront installés vos présentoirs ? 👉 Auditez votre environnement de vente ↗ — Confidentialité garantie. Vos maquettes de points de vente non commercialisées sont en sécurité.
Pourquoi la couleur de ma peinture ne correspond-elle pas ?
Vous avez remis à votre fournisseur un fichier numérique impeccable, mais le produit final ressemble à de la boue délavée.
L'obtention d'une correspondance de couleurs correcte échoue car l'impression en quadrichromie utilise des points de trame superposés qui s'imprègnent de manière inégale dans les matériaux poreux comme le carton ondulé. Cela engendre d'importants problèmes de fusion optique, produisant des tons ternes ou délavés, notamment lors de la reproduction de logos d'entreprise en aplat sur des supports non scellés.

Nous constatons constamment ce désastre lorsque les équipes marketing tentent d'appliquer directement les règles d'impression commerciale à des emballages structurels robustes sans tenir compte des lois de la physique.
Le piège à boue en demi-teintes dans la fabrication du carton ondulé
Les équipes marketing convertissent fréquemment les logos d'entreprise au format CMJN standard (cyan, magenta, jaune et noir), partant du principe que l'impression en quadrichromie reproduira fidèlement l'affichage numérique sur n'importe quel support. Elles traitent le carton ondulé brut comme du papier glacé de magazine, s'attendant à ce que quatre minuscules points superposés se fondent comme par magie en une couleur de marque nette et éclatante, quelles que soient les irrégularités de la surface.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience lors d'un lancement de produit chaotique l'an dernier. J'avais demandé à mon ingénieur prépresse, Mark, de passer un carton testliner 32ECT (Edge Crush Test) épais sur la presse offset, en utilisant le profil numérique standard du client pour un logo orange vif de grande taille. Dès la sortie de la première feuille, j'ai caressé le carton et senti sa surface poudreuse et poreuse ; les fibres brutes avaient absorbé les points de trame de façon irrégulière , laissant un résultat granuleux, délavé et peu esthétique au lieu d'une couleur uniforme. Nous avons immédiatement arrêté les machines, gaspillant 66 kg de matériau parfaitement utilisable avec un décalage d'impression d'à peine 1,27 mm en quelques minutes. Mon erreur ? Avoir supposé que nos profils prépresse standard suffiraient à compenser la forte porosité du testliner sans couche d'apprêt spécifique . Nous avons immédiatement réagi : je suis monté à la presse et j'ai remplacé physiquement la plaque d'impression, abandonnant complètement le mélange de quatre couleurs et injectant une couleur Pantone Matching System (PMS) pure et prémélangée dans l'encrier. Ce changement d'outillage mécanique n'a pas seulement corrigé le logo brouillé ; il a permis d'obtenir une couche de pigment dense et opaque, réduisant ainsi notre temps de calibration de 25 minutes. L'ensemble du tirage a ainsi pu être réalisé dans les temps et l'identité visuelle de la marque a été préservée.
| Réglage des outils d'impression | Résultat physique | Retour sur investissement de la production |
|---|---|---|
| Encre de couleur d'accompagnement | Inonde le panneau avec du pigment solide | Stoppe complètement la décoloration10 |
| Décalage d'étalonnage de la presse | Supprime les erreurs d'alignement des demi-teintes | Réduit les déchets liés à la préparation de 30 %11 |
| Mélange d'encre à haute viscosité | Reste en surface des fibres poreuses12 | Optimise la visibilité des allées |
Les erreurs de prépresse commises par des amateurs ne doivent pas compromettre un logo de qualité. Lors de l'impression sur du carton ondulé brut, l'utilisation d'une couleur d'accompagnement spécifique reste votre seule véritable protection contre l'absorption inévitable du papier.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel utilise-t-il des impressions numériques bon marché pour vos couleurs unies sur des supports très poreux ? 👉 Passez à la prépresse en tons directs ↗ — Plus d'intermédiaires. Vous échangez directement avec les ingénieurs structure.
Quelle est la couleur de peinture la plus difficile à reproduire ?
Tous les pigments ne réagissent pas de la même manière sur une presse industrielle. Certaines teintes résistent même à la structure du support sur lequel elles sont imprimées.
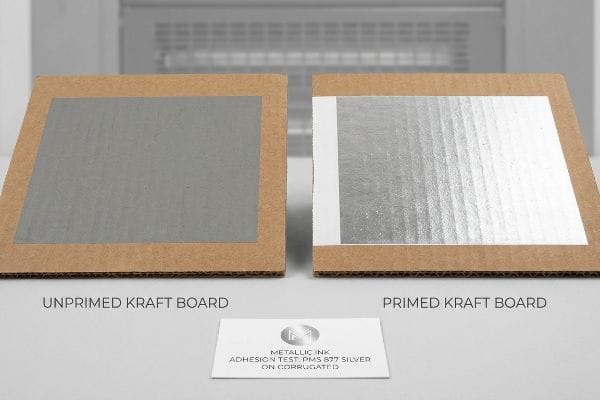
La couleur d'encre la plus difficile à reproduire sur les supports d'emballage est l'argent métallisé, en particulier le PMS 877. Parce que les encres métalliques contiennent de véritables paillettes métalliques, elles se comportent de manière imprévisible sur des matériaux poreux comme le carton kraft, perdant leur brillance réfléchissante et apparaissant gris terne si elles ne sont pas préparées avec un apprêt de base blanc spécialisé.
Lorsque vous passez d'un rendu numérique à la chimie physique, les matériaux métalliques révèlent la moindre imperfection de votre chaîne d'approvisionnement.
Les mécanismes chimiques à l'origine de l'argent PMS 877
Quand des clients me demandent quelle est la pire teinte à calibrer, je leur cite immédiatement l'argenté métallisé. Contrairement aux encres pigmentaires classiques qui pénètrent sans danger dans les fibres du papier, les encres métallisées utilisent de minuscules particules métalliques en suspensionpour réfléchir la lumière et créer ce brillant exceptionnel. J'explique aux graphistes que si l'on déverse simplement ce liquide argenté sur du carton brut et poreux, le papier agit comme une éponge, absorbant le liquide et laissant les particules métalliques éparseset désorganisées à la surface, ce qui donne un gris béton plat et disgracieux.
Je vois souvent ce genre de situation lorsqu'une marque d'électronique haut de gamme souhaite donner à son présentoir l'aspect de l'aluminium brossé, mais refuse de payer le coût élevé du marquage à chaud. Elle m'envoie un fichier structurel entièrement recouvert d'encre argentée. Au lieu de simplement lancer le processus et d'en subir les conséquences, je réunis l'équipe au laboratoire et réalisons un test d'application sous leurs yeux. Je dépose d'abord une épaisse couche d' encre de base blanche – un apprêt chimique–directement sur le panneau, scellant ainsi physiquement les fibres poreuses. Une fois cet apprêt sec, nous appliquons l'encre argentée. La différence est flagrante : la base blanche offre aux paillettes métalliques une surface lisse et imperméable, reflétant parfaitement la lumière artificielle de l'usine. En concevant cette barrière chimique multicouche, nous obtenons un rendu métallique haut de gamme sur un matériau ondulé standard, offrant ainsi un aspect luxueux sans les coûts exorbitants liés à une mise à niveau des matériaux.
| Solution technique | Résultat physique | Retour sur investissement commercial |
|---|---|---|
| Apprêt à base blanche | Scelle les fibres poreuses des panneaux | Assure un éclat métallique |
| Encre à paillettes en suspension | Maximise la réflexion de la lumière en surface | Rehausse le prestige de la marque |
| Essais en laboratoire de rabattement | Prouve une réaction chimique exacte | Prévient les catastrophes liées à un lot entier |
Je n'utiliserai jamais d'encres métalliques directement sur du carton ondulé brut sans sous-couche protectrice. La porosité du papier l'interdit formellement, et la création d'une couche de base étanche est indispensable pour la vente au détail.
🛠️ Le bureau d'Harvey : Vos éléments métalliques de marque ont-ils un aspect gris béton terne sur vos emballages actuels ? 👉 Demandez un audit des encres chimiques ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si son profil de trame standard transforme votre logo d'entreprise éclatant en une couleur terne et délavée sur papier testliner brut, cela nuit gravement à la valeur de votre marque et provoque un refus immédiat des distributeurs, ralentissant considérablement votre déploiement. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des distributeurs. Cessez de gaspiller votre budget marketing avec des profils prépresse inadaptés et laissez-moi optimiser personnellement votre prochain déploiement ↗ pour vous garantir une visibilité optimale et basée sur les données en point de vente.
« Qu’est-ce que l’espace colorimétrique CIELAB ? – Blog Horizons de HunterLab », https://www.hunterlab.com/blog/what-is-cielab-color-space/. [Une source faisant autorité en colorimétrie expliquerait comment les spectrophotomètres mesurent la réflectance spectrale et la convertissent en un système de coordonnées 3D, tel que CIELAB, afin de quantifier les différences de couleur]. Rôle de la preuve : fondement technique ; type de source : norme industrielle ou manuel universitaire. Appuie : les bases mathématiques de la mesure des couleurs. Note sur la portée : s’applique spécifiquement aux mesures spectrophotométriques .
« ISO 3664:2025 (en), Technologie graphique et photographie », https://www.iso.org/obp/ui/es/#iso:std:iso:3664:en . [Une norme industrielle telle que l'ISO 3664 atteste que D50 est l'illuminant normalisé pour la visualisation et la correspondance des couleurs dans l'industrie des arts graphiques]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l'exigence d'un éclairage normalisé pour éliminer le métamérisme. Note relative au champ d'application : s'applique spécifiquement au secteur de l'imprimerie et des arts graphiques.
« Comprendre la synthèse soustractive et additive des couleurs – FESPA », https://www.fespa.com/en/news-media/understanding-subtractive-and-additive-colours/. [Les manuels de science des matériaux et d'impression expliquent la différence entre la synthèse soustractive (absorption de l'encre sur des supports poreux) et la synthèse additive (émission de lumière par les écrans LED)]. Rôle de la preuve : explication technique ; type de source : manuel universitaire. Appuie : l'affirmation selon laquelle les écrans numériques ne sont pas des supports fiables pour l'impression physique. Note de portée : compare les propriétés de la lumière émissive et réfléchie .
« Qu'est-ce que le métamérisme ? – Datacolor », https://www.datacolor.com/business-solutions/blog/what-is-metamerism/ . [Un manuel de colorimétrie ou de physique, validé par des pairs, définirait le métamérisme comme le phénomène par lequel deux couleurs sont identiques sous une source lumineuse donnée, mais différentes sous une autre . Rôle de la preuve : Définition ; type de source : Manuel universitaire. Justification : La cause technique de la différence de perception des couleurs. Remarque : S'applique aux mélanges de couleurs additifs et soustractifs.]
« Métamérisme (couleur) – Wikipédia », https://en.wikipedia.org/wiki/Metamerism_(color ). [Une source scientifique sur la colorimétrie explique comment le métamérisme se produit lorsque deux couleurs sont identiques sous une source lumineuse, mais différentes sous une autre en raison de distributions spectrales de puissance différentes]. Rôle de la preuve : définition technique ; type de source : manuel scientifique. Appuie : l’affirmation selon laquelle les changements d’éclairage entraînent un changement visible dans la perception des couleurs. Note de portée: s’applique aux mélanges de couleurs additifs et soustractifs.
« Qu’est-ce que le D50 pour les arts graphiques et l’impression ? – Waveform Lighting », https://www.waveformlighting.com/color-matching/what-is-d50-for-graphic-arts-printing. [La CIE (Commission Internationale de l’Éclairage) définit le D50 comme l’illuminant standard pour l’industrie des arts graphiques afin de garantir une évaluation colorimétrique cohérente]. Rôle de la preuve : norme industrielle ; type de source : norme internationale. Appui : L’utilisation d’une température de couleur spécifique pour standardiser les validations visuelles. Note de portée : Le D50 représente une température de lumière du jour d’environ 5 000 K.
« Exploration de l’impression rétro avec la trame CMJN – Papier – design », https://paper.design/blog/retro-print-cmyk-halftone-shader. [Les manuels techniques de production d’impression détaillent comment le procédé CMJN utilise la superposition de points de trame pour simuler les couleurs, lesquelles sont sujettes à l’accumulation et à l’absorption sur les supports poreux]. Rôle de la preuve : mécanisme technique ; type de source : manuel de l’industrie de l’imprimerie. Appuie : la cause mécanique du mélange de couleurs ternes. Note de portée : spécifique au mélange soustractif des couleurs sur des matériaux non scellés .
« Effets du carton ondulé et déformations des points de trame », https://www.academia.edu/60461055/Print_uniformity_of_corrugated_board_in_flexo_printing_effects_of_corrugated_board_and_halftone_dot_deformations . [La littérature technique sur la physique de l'impression décrit comment les supports poreux provoquent un gain d'encre et une absorption inégale, entraînant une perte de définition de l'image]. Rôle de la preuve : mécanisme technique ; type de source : article scientifique. Justification : Cause physique d'un rendu granuleux ou flou sur les supports non couchés. Remarque: S'applique spécifiquement aux supports poreux non couchés.
« Revêtements barrières pour applications papier et emballage », https://www.mcpolymers.com/library/barrier-coatings-for-paper-and-packaging-applications . [Les guides de l’industrie de l’imprimerie précisent que les revêtements primaires réduisent la porosité du support et empêchent l’encre de pénétrer dans les fibres, garantissant ainsi l’homogénéité et l’éclat des couleurs ] . Type de preuve : solution technique ; source : manuel industriel. Justification : Nécessité d’un traitement de surface pour prévenir l’absorption d’encre sur le testliner. Note de portée : Ce document porte sur l’étanchéité des surfaces dans la fabrication du carton ondulé.
« [PDF] Impression quadrichromie vs tramage vs tons directs », https://www.interplas.com/product_images/Tools/Custom-Printing.pdf. [Une analyse comparative des aplats de pigments et des trames démontre que la couverture d'encre opaque atténue la dégradation visuelle due à l'absorption par le support]. Type de preuve : comparaison des performances ; source : guide de production d'impression. Apport : retour sur investissement de l'encre de tons directs. Remarque : « Intégralement » fait référence à la prévention des mécanismes de décoloration spécifiques au tramage .
« Comment réduire les déchets dans la fabrication d'emballages », https://epackagingsw.com/blog/how-to-reduce-packaging-waste-in-manufacturing. [Une étude comparative sectorielle ou une étude technique sur l'optimisation des presses flexographiques fournit des données quantitatives sur la réduction des déchets de substrat suite à un alignement et un calibrage précis]. Preuve : données quantitatives ; type de source : rapport sectoriel. Apport : retour sur investissement de la calibration des presses en production. Remarque : les pourcentages de réduction des déchets varient selon l'âge de l'équipement et le niveau de compétence de l'opérateur .
« Étude des propriétés de viscosité et optimisation des encres biomatérielles… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10740413/ . [Les recherches en science des matériaux sur la rhéologie des encres confirment qu’une viscosité accrue réduit la vitesse de pénétration dans les substrats poreux, empêchant ainsi l’absorption de l’encre] . Rôle de la preuve : mécanisme technique ; type de source : manuel technique. Supports : résultats physiques obtenus avec une encre à haute viscosité. Note de portée : Spécifique aux substrats en carton ondulé poreux.
« Impression d'encres métalliques, MetalFx, piégeage à sec », https://www.printindustry.com/Newsletters/Newsletter-90.aspx . [Les guides techniques sur la chimie des encres expliquent comment les paillettes d'aluminium ou de bronze sont mises en suspension dans un milieu pour créer une réflexion spéculaire]. Type de preuve : spécification technique ; type de source : manuel industriel. Sujet : le mécanisme physique du brillant des encres métalliques. Remarque : s'applique spécifiquement aux encres métalliques à base de paillettes.
« Transfert de film métallique sur supports carton pour… », https://www.synponh.com/metallic-film-transfer-onto-cardboard-substrates-for-premium-packaging-applications/ . [Des recherches sur la porosité des supports d'impression expliquent comment le liquide porteur est absorbé par la fibre, perturbant l'alignement des particules métalliques de grande taille]. Rôle de la preuve : explication technique ; type de source : revue scientifique sur l'emballage. Justification : la cause du manque de brillance de l'encre argentée sur le carton poreux. Note relative au champ d'application : concerne les supports poreux non apprêtés.
« Simulation d'encre métallique sur supports blancs – Assistance GMG », https://customercare.gmgcolor.com/hc/en-us/articles/49058391942683-Metallic-ink-simulation-on-white-substrates . [Les manuels techniques d'impression expliquent comment une sous-couche blanche fait office de barrière pour empêcher l'absorption des pigments métalliques coûteux par les supports poreux]. Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l' imprimerie. Appui : utilisation d'un primaire pour sceller les fibres pour l'encre métallique. Note de portée : spécifique aux supports poreux comme le carton ondulé.
« Pigments à effet métallique – Wikipédia », https://en.wikipedia.org/wiki/Metal_effect_pigments. [La littérature sur l'optique et la chimie des encres détaille comment l'alignement planaire des paillettes métalliques sur une surface lisse est nécessaire à la réflexion spéculaire]. Rôle de la preuve : principe scientifique ; type de source : manuel de chimie des encres. Appuie : le mécanisme physique d'amélioration de la réflectivité. Note sur la portée : s'applique à toutes les applications d'encres métalliques .



